روش برش در عملیات هات تپ
در پایین خط
از آنجا که برش شفت ممکن است به پایین، پیشرفت و چرخش درایو شفت خواهد شد
اجازه می دهد که سحر و جادو به تعامل با شفت.
توجه: چرخش باید صاف باشد. اگر thumping یا پریدن متوجه شده است، سحر و جادو است
در شفت درگیر نیست.
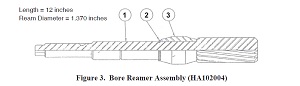
روش ۴٫ برش
. اندازه گیری محل درایو پیچ برای چک در عمق برش.
ب. حذف تمام بار از هات تپ ابزار درایو شفت و شروع به چرخش است.
۱٫ برش باید توسط چرخش کتابچه راهنمای کاربر برای سفر کل حداقل ۱/۸ شروع شود “.
۲٫ به آرامی پیشبرد درایو شفت در حالی که چرخش. در هیچ زمانی باید یک اپراتور یا
درایو آچار هوا به اندازه کافی به چرخش دشوار بارگذاری می شود.
۳٫ از کجا چرخش دستی استفاده می شود، عطف مستمر به جای تشدید است
توصیه می شود برای سریع تر برش داده شده و به حداقل رساندن احتمال شکستن برش
دندان.
۴٫ اگر درایو هوا استفاده می شود، لازم است که حداکثر سرعت چرخش هارد نمی کند
بالاتر از ۴۰۰ RPM.
۵٫ آیا نمی کردن درایو پیچ از ابزار لوله کشی گرم بیش از سه (۳)
انقلاب پس از برش آغاز. در صورت لزوم برای برخی از دلیل، لازم است و تکرار
مراحل در بخش دوم، D، ۳، G به اطمینان حاصل شود که سحر و جادو است که هنوز هم در شفت مشغول اند.
ج. برای کمک به تعیین سفر برش مورد نیاز از تماس از برش به برش کامل از
۱ ۳/۸ “قطر، از فرمول زیر را می توان به عنوان یک راهنمای استفاده: